首先先說明烤漆噴塗所需要的裝備以及優先順序
以下由最優先往下排
作業安全裝備(安全最重要)
漆料內含有大量的高揮發性有機溶劑物質
若是吸入太多是很危險的
研磨時的粉塵最少也要戴口罩
防護工具(口罩->防毒面具->供氣面罩)
作業時還需要配戴不同的手套(棉紗.矽膠.耐溶劑)
最好是還要準備一下護目鏡

空壓機(這個很重要)
最低限度要能讓噴槍出漆量穩定(動力2hp容量10L以上)
再來求水分的過慮度(無裝置->水份過濾器->乾燥機)
噴漆槍
最基本需要一支中型的噴槍口徑1.3~1.5m.m
良好的噴塗作業需要
2.0~2.5使用噴補土(用噴的補土)以及防鏽底漆
1.5~2.0使用中塗漆
1.4~1.5使用金油
1.0~1.3使用面漆


研磨機及粘扣式砂紙
研磨機為方便加速作業的研磨機具
有需要可選購一隻(這裡需要考慮到空壓機可否推的動研磨機)
機型分為3.5.7偏心(偏心越小研磨越細緻越大研磨面積與功率愈大)
粘扣盤又分為軟盤與硬盤
加速漆料乾襙工具(烤箱.烤燈.風槍)
一般作業上所使用的低溫修補漆在一般室溫下即可乾襙
烘烤工具的目的只在於加速作業的流程
一般來說真的需要烘烤的漆層只有中塗漆跟金油(其他的噴塗玩用噴槍吹一吹就乾了)
但是若是要球噴塗完金油能完全的拓展擴散
此時能儘量讓他自然乾燥最好
噴塗漆作業環境
良好的噴塗作業需要良好的噴塗環境
噴塗作業時需要注意以下幾個環境因素
空氣流通-噴塗時會有大量的高揮發性有毒氣體
粉塵-若沾黏到粉塵將會使作業陷入困境
所以良好的噴塗作業環境需要有大量的空氣流通與少量的粉塵
一般烤漆防最少需具備
進氣排氣與空氣過濾設備.噴塗區吸排氣裝置
好一點的還有水幕式塗裝作業設備
再來最高檔的就是無塵塗裝室了(作業時需穿無塵衣佩帶供氣式面罩)
完整作業流程
一.施工前準備
工具 這是最基本的需求)
這是最基本的需求)
漆料(溶劑.過濾裝置)
空壓機(最好是有濾水裝置)
噴漆槍(最少要有一隻口徑1.3~1.5的)
噴塗環境:
天候狀況注意~溼度太高就別施工
環境因素控制~低粉塵.低溼氣.高空氣流通量
防塗作業要做好~不然施工完會清到死
二.開始施工
1.表面清潔後除去舊漆層(修補或漆層狀況良好只需部分研磨即可)
可以多種方法施行(噴砂.砂輪機.手工用沙布磨)
重點是做完一定要清潔乾淨才能開始噴塗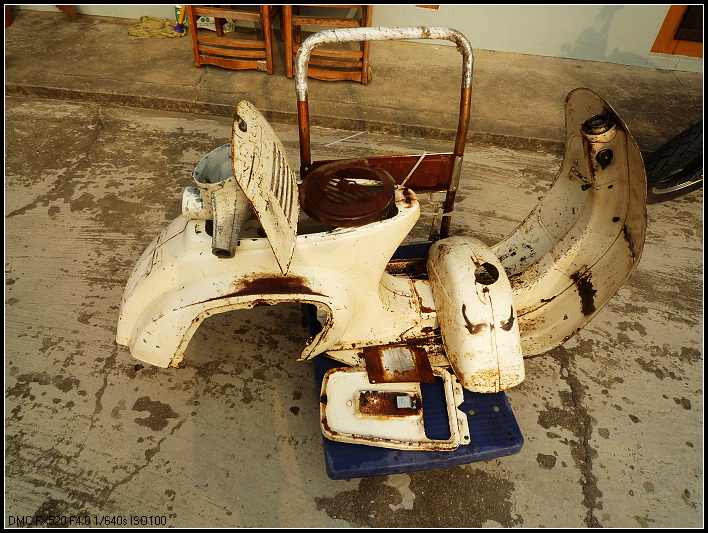

2.噴塗底漆(漆料最好是在賣汽車漆的地方買.不然中塗漆上去出了問題就頭大了)
以口徑2.0~2.5m.m的噴槍均勻的薄噴底漆(若口徑太小請加大風壓快速掃過)
塑膠件需噴塑膠底漆
不銹鋼跟鋁材也要使用特殊指定的底漆
3.鈑件補土(塑膠用塑膠補土板金部份最好是用鍍鋅補土)
補土時若凹洞太大別一次補到底
土要一層一層的補以後才不會出大問題
補完土研磨要平整邊緣要修飾才不會有痕跡
研磨修飾完要以手觸摸感覺不到痕跡才算合格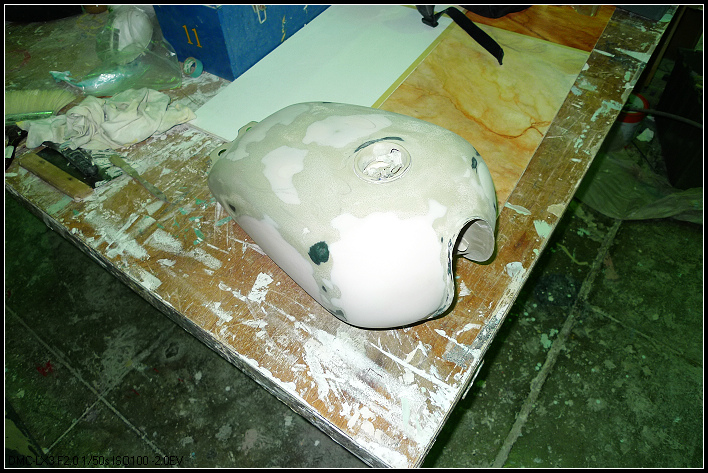
4.噴塗中塗漆(作用為填補縫隙力求塗膜膜厚較厚)
中塗漆以1.6~2.0m.m噴槍噴塗
(口徑不夠可加大風壓加大出漆量拉近距離減慢速度)
為求膜厚需重覆噴塗至厚度夠為止但別噴的太厚了
大口徑噴槍約噴3~4道即可
若是有補土的部位可先局部噴塗讓補土先吸收漆料
等稍微乾襙後再在噴塗
可以減少補土過的痕跡
5.中塗漆研磨
中塗漆層噴塗完畢等完全乾襙後
可以400號以上的砂紙研磨一次
使表面平整度更為細緻
研磨完先檢查平整度
若平整度不夠完美要在這個步驟完成前修改好
6.噴塗面漆
以1.0~1.3m.m口徑噴槍加以噴塗
(若口徑較大可減少風壓減少出漆量拉近距離加快速度)
第一道以一般溼度均勻覆蓋中塗漆
以噴槍氣壓稍微吹乾後
第二道細緻的濕噴漆料
若為銀粉漆可再第三到乾噴加強銀粉排列的均勻度
噴塗完面漆先檢查有無針孔.粉塵.不均勻等瑕疵
要先將問題加以修正後
等稍微乾襙一點再行下一道手續
7.噴塗金油
以1.4~1.5m.m口徑噴槍噴塗金油
金油噴塗的重點為平整度.光澤度.保水度(高膜厚)
噴塗時別噴的太乾(會有橘皮現象)
稀釋濟別加太多(噴的時候很亮溶劑揮發後就失光了)
第一道先以一般濕度噴塗均勻覆蓋以加強漆料的黏結力
第二道快速的濕噴.在這裡小心別讓漆料垂流了
靜置一下等漆料散開加強平整度
第三道中等濕度快速掃過增加膜厚與光澤渡
噴塗完畢在靜置
最好可以遮蔽一下減少粉塵沾黏的機會
別急著送烤箱~烤了以後金油就不會再散開了
靜置時間要足夠讓金油內的溶劑揮發完才可以達到最好的效果

噴漆噴槍操作介紹
噴塗作業首重噴槍技巧
這裡來簡單的說明噴漆噴槍的使用方式
1.噴頭與噴嘴
圖中藍色部份為噴頭
噴頭中間有氣流孔
氣流孔的作用在於使噴出的漆料均勻的霧化
旁邊兩側突出處也有氣流孔
這裡的氣流噴出可以使圓形噴幅的霧化漆料被擠壓呈橢圓形噴幅
噴頭的正中間為噴嘴
噴嘴是漆料噴出的地方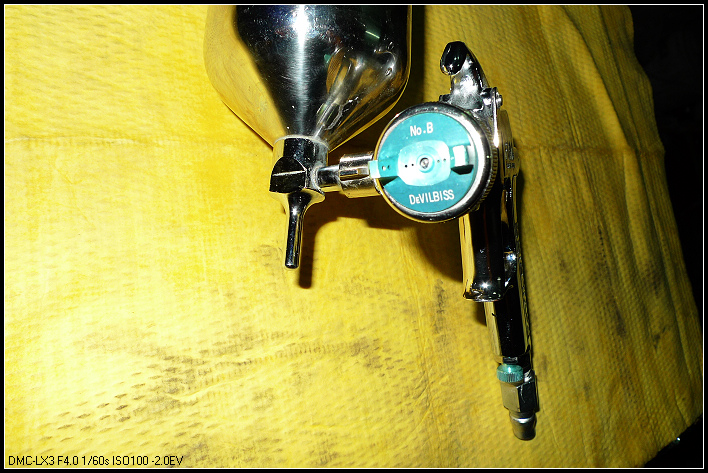
2.控制旋鈕
一般噴漆槍上有3個控制旋鈕
各有不同的功用
下圖右邊為接空壓管的進氣孔
右邊這個控制旋鈕為控制出氣空氣壓力的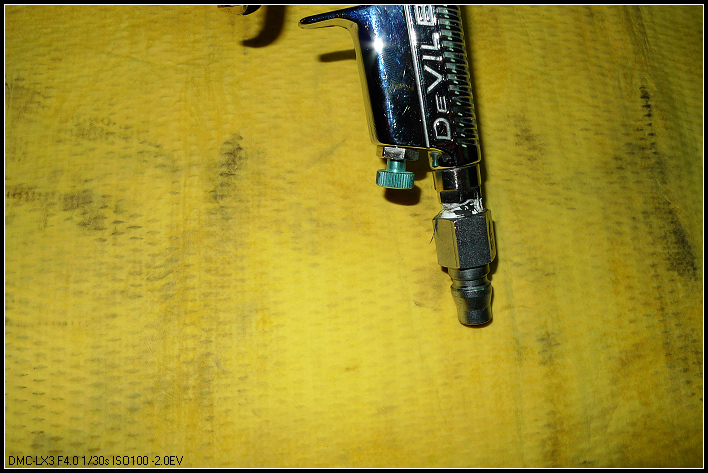
這張圖右方有兩個控制旋鈕
上方藍色的為噴幅的控制旋鈕
越往內轉前方噴幅控制之氣孔出氣量越小
噴塗出的面積越小越偏圓型
往外轉噴幅擴大
噴塗出的面積較大較長為橢圓形
下方為出漆量的控制旋鈕
往內轉會頂住板機減少板機的游隙
相對的減少噴嘴內頂針可移動的距離
噴出的漆量相對減少
往外轉反之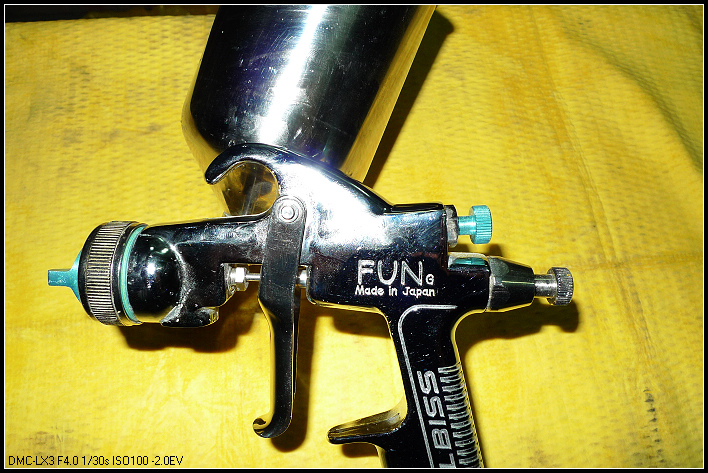
噴幅旋扭轉到最大
噴出漆料被壓縮過頭
造成噴幅中間漆量減少
形成如8字型的噴幅
圖中可看出噴頭前方漆料被兩側的風壓吹散
噴幅控制旋鈕關到最小
噴出漆料太過集中
噴出噴幅為圓形
噴幅控制旋鈕控制得當
噴出的漆料被良好的擠壓
可以噴出長橢圓形的噴幅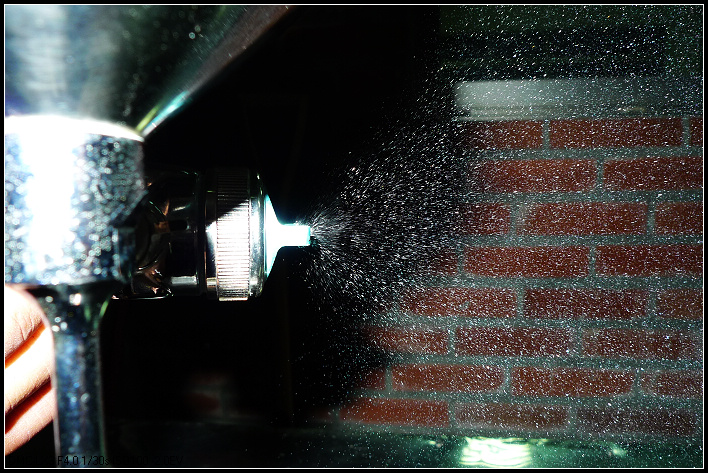
空氣壓力旋鈕關到最小
無空氣壓力
無法將漆料霧化
空氣壓力旋扭開到最大
雖然漆料被良好的霧化
可是噴出的速度與力量太大
噴塗時容易造成垂流
空氣壓力紐調整適中
良好的霧化良好的壓力
配合良好的距離良好的移動速度
可以噴塗出均勻飽水光澤度佳的塗膜
調整好控制鈕後在來是噴塗時的方式
一般噴塗通常是由上至下由左至右
由小面積與邊緣彎折處先噴在噴大面積
噴塗時噴出噴幅的覆蓋度也很重要
覆蓋過多會產生垂流
覆蓋過少塗膜會不均勻
移動時速度的控制與噴頭距離被塗物的距離
關係到噴出的漆量與乾濕度
初次接觸噴槍可先在不鏽鋼板上以噴槍裝水試噴
乾襙的不鏽鋼板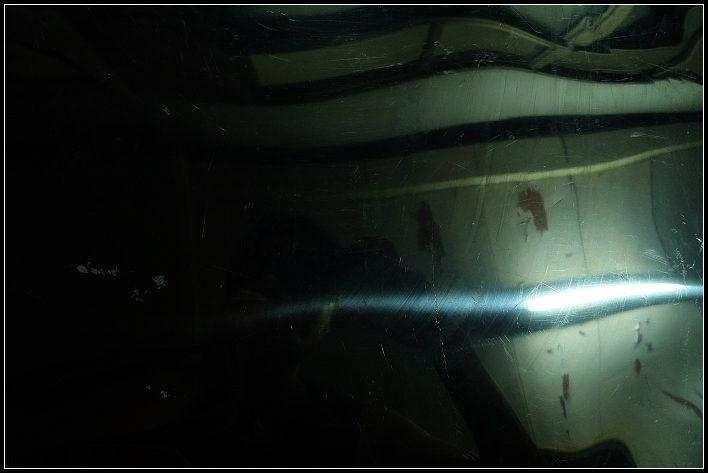
移動速度太快~距離太遠
塗膜偏乾附著漆量太少
移動速度太快~距離中等
塗膜微乾附著漆量偏少
移動速度是忠~距離適中
塗膜微濕附著漆量均勻
移動速度過慢或距離太近
塗膜過濕~漆料附著過多
補修作業
最後談到的是補修技巧
補修作業被視為是噴塗界最高階的技術與工法
功力要到爐火純菁的地步才能夠將補修做的很好
小弟學淺~境界還未達此
在此只能提供一些簡單的基本的作法
1.先表面處裡
先將需修補的區塊進行表面處裡
脫漆部份周圍清潔除漆
2.整平補修區域
若是塗膜層落差不大可以直接以研磨方式修飾整平
落差太大可補土或是噴塗中塗漆完研磨整平
3.調色噴塗面漆
這裡學問就高深了
漆料調色要調到接近~噴塗要噴到看不出補修過
這些功夫都是要長時間練習的
同一灌漆料不同的溶劑量不同的噴塗手法都可能造成色差
4.重包金油
整個鈑件重新上一層金油即可收工

 留言列表
留言列表
